Ultrasonic Slicing Systems: Eliminating Product Drag and Downtime in Continuous Bakery Lines
Mechanical slicing of complex baked goods often causes blade buildup and product deformation, leading to unscheduled line stoppages. High-frequency ultrasonic cutting solves this by creating a virtually frictionless blade surface, which preserves product geometry, maximizes slicing yield, and maintains rigorous hygiene standards on high-throughput automated lines.

Mechanical Friction and the Slicing Challenge
Traditional cutting methods in high-throughput bakery lines rely on physical compression and shearing forces. When a static steel blade penetrates complex baked matrices, the contact pressure creates friction. This force often deforms delicate structures, leading to several operational issues:
This mechanical drag often leads to uneven slices, structural collapse, and high scrap rates on packaging lines.
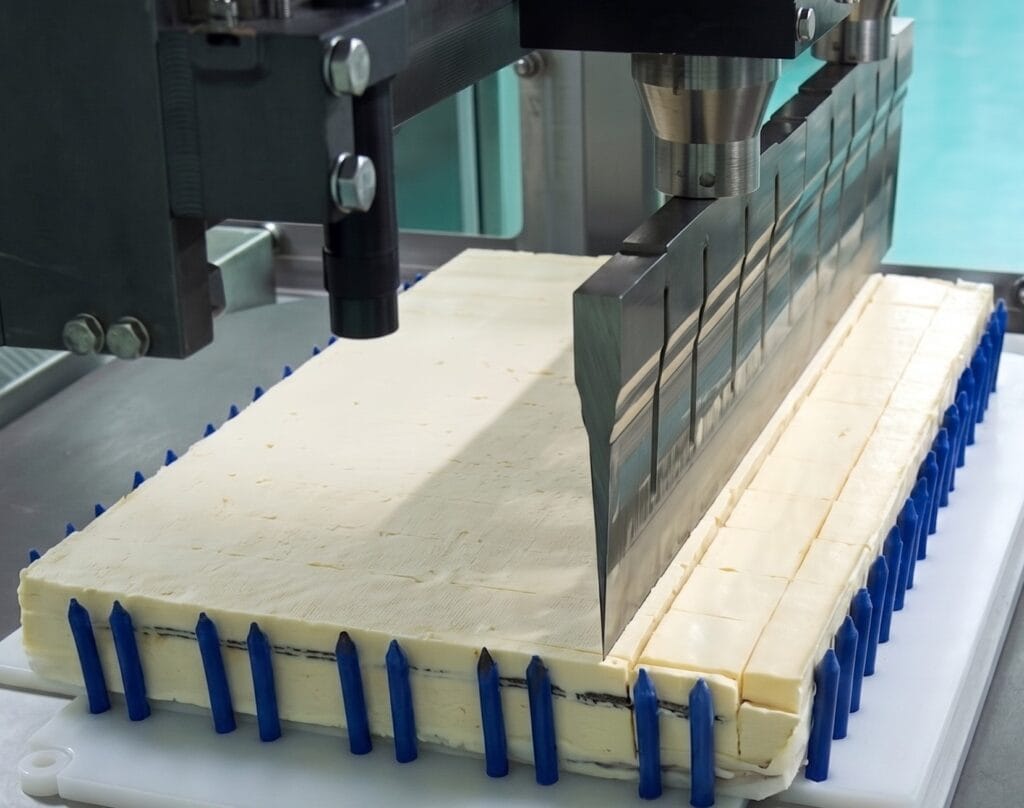
The Physics of Ultrasonic Vibration
Ultrasonic cutting systems mitigate these friction-related issues by incorporating high-frequency acoustic energy into the slicing tool. Slicing assemblies consist of an ultrasonic generator, a converter, a booster, and a specialized cutting horn, also known as a sonotrode.
This rapid expansion and contraction of the sonotrode creates microscopic displacement at the blade tip. This acoustic movement reduces the friction coefficient between the metal tool and the food matrix to near-zero levels. The product is parted cleanly by the vibrating tip without undergoing high physical compression.
Maximizing Plant Yield and OEE
Eliminating blade build-up directly influences Overall Equipment Effectiveness, or OEE, in industrial bakeries. Without acoustic vibration, lines must stop periodically to allow manual cleaning or replacement of fouled blades.
By keeping the cutting interface clean throughout the shift, automated plants maintain a consistent throughput and minimize product giveaway.
Sanitary Engineering and Pathogen Prevention
Post-baking slicing represents a critical hygiene stage where baked goods are vulnerable to microbiological contamination. Slicing blades operate in a temperate, high-moisture zone, providing an environment where yeasts, molds, and bacteria could proliferate.
As a result, food safety risks are minimized at the exact point where products are divided before primary packaging.
😊 Thanks for reading!
Sources:
- Herrmann Ultraschall. “Food Cutting with Ultrasonics.” https://www.herrmannultraschall.com/en/branch-solutions/food/food-cutting-with-ultrasonics
- SONOTRONIC GmbH. “Ultrasonic cutting.” https://sonotronic.de/en/technologies/ultrasonic/ultrasonic-cutting/
- Dukane. “Ultrasonic Food Cutting.” https://www.dukane.com/resources/our-processes/ultrasonic-food-cutting
- Bakon USA. “Ultrasonic Cutting.” https://www.bakonusa.com/ultrasonic-cutting
- “High-Speed Ultrasonic Cutting for High-Volume Bakery Production.” https://bakeryinsider.com/high-speed-ultrasonic-cutting-for-high-volume-bakery-production/
- Reading Bakery Systems. “GenesisPro WCX Wirecut Machine.” https://www.youtube.com/watch?v=5ystcQOjK04&list=PLsKYVnjTDFn5dO-i1gUfIuB17bGinyKTD